Industrial laser processing of fiber reinforced plastics at JEC 2016
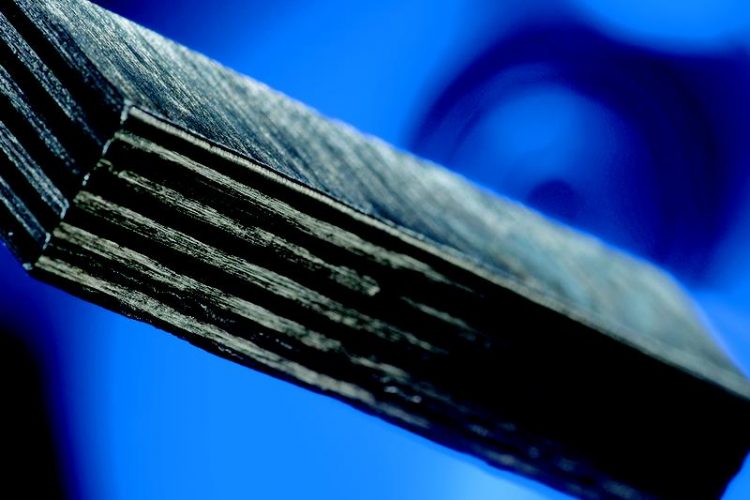
Picture 1: Clean cutting edges in 8 mm thick CFRP pieces are feasible thanks to a high-tech laser process. © Fraunhofer ILT, Aachen.
Composite materials are known not only in the automotive and aviation sectors for their high strength and light weight. A number of other industries are also beginning to use these new materials, and demand for materials along with processing methods is growing accordingly.
The JEC World trade fair for composite materials in Paris is also expanding in line with this demand, having recently relocated to a new, more spacious exhibition site. More than 1300 exhibitors and over 35,000 visitors are expected there this year.
The Fraunhofer ILT will once again be on hand at the joint Fraunhofer booth in Hall 5A. For years, Fraunhofer ILT has been designing methods for processing composite materials using lasers.
These include cutting, ablating, drilling and welding, in addition to the joining of plastic-metal hybrid compounds. There will be a team on site in Paris using several demonstration objects to explain how laser processing can achieve both greater cost-effectiveness and higher quality.
Cutting CFRP components of up to 10 mm in thickness
Carbon fiber reinforced plastic is difficult to process because it is composed of two vastly different components: high-strength, temperature-resistant carbon fibers, and a soft plastic matrix. The thicker the material is, the harder it is to achieve an undamaged cutting edge.
A laser beam is the ideal wear-free tool in such scenarios. The laser passes multiple times over the cutting contour at high speeds, which minimizes material damage. This specialized technology was developed as part of the EU-funded HyBriLight project for industries which include the aviation sector.
Adhesive-free joining of plastic and metal parts by form closure
Particularly in the automotive industry, there is a persistent problem arising from the need to reliably and permanently bond dissimilar materials such as plastics and metals. Here, too, the experts at Fraunhofer ILT in Aachen have come up with a solution that is suitable for industrial applications.
In a two-step process, the metal surface is first structured with the laser. Afterwards, the plastic is heated with the laser or an induction heating device and then bonded with the metal part.
Unlike adhesive bonding, the process does without additives or additional intervals for hardening or surface cleaning. When preparing the metal side, the microstructure can even be adapted to the workpiece’s subsequent force flows, meaning the metal components can be made as thin and lightweight as possible.
The technology was developed within the EU’s PMJoin project, together with partners from the automotive industry; a demonstrator in the form of a car door with a GFRP reinforcing brace will be on display. Partners in the FlexHyJoin follow-up project are currently working on a fully automated version of the process.
Metallic inserts in textile preforms
Screws and rivet fittings represent the traditional force transmission elements for metallic components. However, integration of such functional elements becomes far more complicated in case of fiber-reinforced plastics. In particular, the placement of drill holes to create form-locked or friction-locked connections demand for an elevated level of expertise.
As part of the LaserInsert project, funded by the German Federal Ministry of Economic Affairs (BMWi), the Fraunhofer ILT team is currently working on a mass production-ready, laser-based process to address this issue. First, an ultrafast laser is utilized in order to ablate holes in the textile preform before it is being impregnated with resin. Afterwards, a metal insert is placed and subsequently the resin matrix is applied. The final result is a consolidated work piece featuring a metallic-FRP hybrid structure.
In addition to optimizing processes, the project partners are also working to enhance the textile structures, which, in combination with laser processing, offer improved locking and friction joining properties with the insert fasteners. They are targeting automotive and aviation industries as users of this technique.
Contact
Dipl.-Wirt.Ing Christoph Engelmann
Micro Joining Group
Telephone +49 241 8906-217
christoph.engelmann@ilt.fraunhofer.de
Dr.-Ing. Frank Schneider
Laser Cutting Group
Telephone +49 241 8906-426
frank.schneider@ilt.fraunhofer.de
Dipl.-Ing. Stefan Janssen M.Sc.
Laser Cutting Group
Chair for Laser Technology LLT
RWTH Aachen
Telephone +49 241 8906-8076
stefan.janssen@llt.rwth-aachen.de
www.rwth-aachen.de
Fraunhofer Institute for Laser Technology ILT
Steinbachstraße 15
52047Aachen, Germany
Media Contact
All latest news from the category: Trade Fair News




Newest articles

First-of-its-kind study uses remote sensing to monitor plastic debris in rivers and lakes
Remote sensing creates a cost-effective solution to monitoring plastic pollution. A first-of-its-kind study from researchers at the University of Minnesota Twin Cities shows how remote sensing can help monitor and…

Laser-based artificial neuron mimics nerve cell functions at lightning speed
With a processing speed a billion times faster than nature, chip-based laser neuron could help advance AI tasks such as pattern recognition and sequence prediction. Researchers have developed a laser-based…

Optimising the processing of plastic waste
Just one look in the yellow bin reveals a colourful jumble of different types of plastic. However, the purer and more uniform plastic waste is, the easier it is to…